
produkter Kategori
- FM Transmitter
- 0-50w 50w-1000w 2kw-10kw 10kw +
- TV-sender
- 0-50w 50-1kw 2kw-10kw
- FM-antenne
- TV-antenne
- antenne tilbehør
- Kabel Connector strøm Splitter Dummy Load
- RF Transistor
- Strømforsyning
- Audio utstyr
- DTV Front End utstyr
- Link System
- STL system Mikrobølgeovn Link system
- FM-radio
- Styrkemåler
- andre produkter
- Spesielt for Coronavirus
Produkter Tags
Fmuser nettsteder
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> Afrikaans
- sq.fmuser.net -> albansk
- ar.fmuser.net -> arabisk
- hy.fmuser.net -> armensk
- az.fmuser.net -> aserbajdsjansk
- eu.fmuser.net -> baskisk
- be.fmuser.net -> hviterussisk
- bg.fmuser.net -> Bulgarian
- ca.fmuser.net -> katalansk
- zh-CN.fmuser.net -> Kinesisk (forenklet)
- zh-TW.fmuser.net -> Kinesisk (tradisjonell)
- hr.fmuser.net -> Kroatisk
- cs.fmuser.net -> tsjekkisk
- da.fmuser.net -> dansk
- nl.fmuser.net -> Nederlandsk
- et.fmuser.net -> estisk
- tl.fmuser.net -> filippinsk
- fi.fmuser.net -> finsk
- fr.fmuser.net -> French
- gl.fmuser.net -> galisisk
- ka.fmuser.net -> Georgisk
- de.fmuser.net -> tysk
- el.fmuser.net -> gresk
- ht.fmuser.net -> haitisk kreolsk
- iw.fmuser.net -> hebraisk
- hi.fmuser.net -> hindi
- hu.fmuser.net -> Ungarsk
- is.fmuser.net -> islandsk
- id.fmuser.net -> indonesisk
- ga.fmuser.net -> Irsk
- it.fmuser.net -> Italiensk
- ja.fmuser.net -> japansk
- ko.fmuser.net -> koreansk
- lv.fmuser.net -> lettisk
- lt.fmuser.net -> litauisk
- mk.fmuser.net -> makedonsk
- ms.fmuser.net -> malaysisk
- mt.fmuser.net -> maltesisk
- no.fmuser.net -> norsk
- fa.fmuser.net -> persisk
- pl.fmuser.net -> polsk
- pt.fmuser.net -> portugisisk
- ro.fmuser.net -> rumensk
- ru.fmuser.net -> russisk
- sr.fmuser.net -> serbisk
- sk.fmuser.net -> Slovakisk
- sl.fmuser.net -> Slovenian
- es.fmuser.net -> spansk
- sw.fmuser.net -> Swahili
- sv.fmuser.net -> svensk
- th.fmuser.net -> Thai
- tr.fmuser.net -> tyrkisk
- uk.fmuser.net -> ukrainsk
- ur.fmuser.net -> urdu
- vi.fmuser.net -> Vietnamesisk
- cy.fmuser.net -> walisisk
- yi.fmuser.net -> Yiddish
PCB-produksjonsprosess | 16 trinn for å lage et PCB-kort
"PCB-fabrikasjon er veldig viktig i PCB-industrien, den er nært knyttet til PCB-design, men kjenner du virkelig alle PCB-fabrikasjonstrinnene i PCB-produksjonen? I denne delen vil vi vise deg 16 trinn i PCB-produksjonsprosessen. Inkludert hva er de og hvordan de jobber i PCB-fabrikasjonsprosessen ----- FMUSER "
Deling er omsorg!
TRINN 1: PCB Design - Design og output
TRINN 2: PCB File Plotting - Filmgenerering av PCB Design
TRINN 3: Indre lag Imaging Transfer - SKRIV UT INNERLAG
TRINN 4: Kobberetsning - Fjerning av uønsket kobber
TRINN 5: Lagjustering - Laminering av lagene sammen
TRINN 6: Hullboring - For montering av komponentene
TRINN 7: Automatisert optisk inspeksjon (kun flerlags PCB)
TRINN 8: OXIDE (kun flerlags PCB)
TRINN 9: Ytre lag Etsing og sluttstriping
TRINN 10: Loddemaske, silketrykk og overflatebehandling
TRINN 12: Elektrisk test - Flying Probe Testing
TRINN 13: Fabrikasjon - profilering og V-poengsum
TRINN 14: Mikroseksjonering - Det ekstra trinnet
TRINN 15: Sluttkontroll - PCB kvalitetskontroll
TRINN 16: Emballasje - Serverer det du trenger
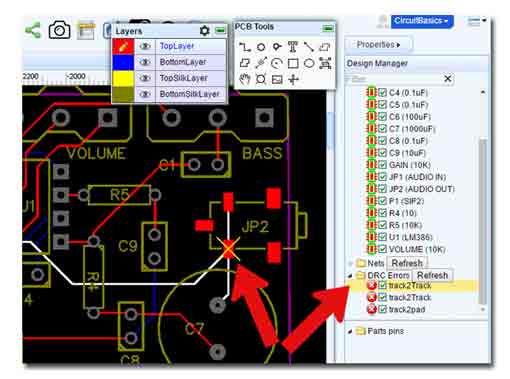
Trykt kretskortdesign
Kretskortdesign er den innledende fasen av etsingsprosessen mens CAM-ingeniørfasen er det første trinnet i PCB-produksjonen av et nytt kretskort,Designeren analyserer kravet og velger passende komponenter som prosessor, strømforsyning osv. Lag en tegning som oppfyller alle kravene.

Men husk alltid at kretskortene skal være strengt kompatible med et PCB-oppsett laget av designeren ved hjelp av PCB-designprogramvare. Hvis du er designer, bør du informere kontraktprodusenten om PCB-designprogramvareversjonen som ble brukt til å designe kretsen, siden det hjelper med å unngå problemer forårsaket av avvik før PCB-fabrikasjon.
Når designet er klart, kan du trykke det på overføringspapiret. Forsikre deg om at designet passer på den blanke siden av papiret.
Det er også mange PCB-terminologier innen PCB-produksjon, PCB-design osv. Du vil kanskje ha en bedre forståelse av kretskortet etter å ha lest noen av PCB-terminologiene fra siden nedenfor!
Les også: PCB Terminology Glossary (Beginners-Friendly) | PCB-design
Vanligvis kommer data i et filformat kjent som utvidet Gerber (Gerber kalles også RX274x), som er det mest brukte programmet, selv om andre formater og databaser kan brukes.
Når et designoppsett for PCB er matet inn i Gerber Extended-programvaren, blir alle de forskjellige aspektene ved designen sett over for å sikre ingen feil.
Etter en grundig undersøkelse blir den ferdige PCB-designen tatt med til et PCB-fabrikasjonshus for produksjon. Ved ankomst gjennomgår designet en ny sjekk av fabrikanten, kjent som en Design for Manufacture (DFM) sjekk, som sikrer:
● PCB-design kan produseres
● PCB-design oppfyller kravene til minimumstoleranser under produksjonsprosessen
▲ TILBAKE ▲
Les også: Hva er Printed Circuit Board (PCB) | Alt du trenger å vite
TRINN 2: PCB File Plotting - Filmgenerering av PCB Design
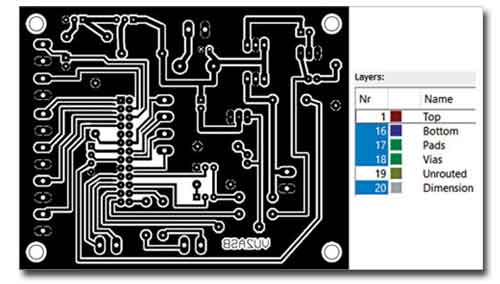
Når du har bestemt deg for PCB-design, er neste trinn å skrive den ut. Dette skjer vanligvis i et temperatur- og fuktighetsstyrt mørkerom. Forskjellige lag av PCB-fotofilmen er justert ved å stanse presise registreringshull i hvert filmark. Filmen er laget for å hjelpe til med å skape en figur av kobberstien.
Tips: Ikke glem å minne produsentene om å utføre en DFM-sjekk som PCB-designer, etter at du har lagt ut skjematiske PCB-filer.
En spesiell skriver kalt laserfotoplotter brukes ofte i PCB-utskrift, selv om den er en laserskriver, er den ikke en standard laserjet-skriver.
Men denne filmprosessen er ikke tilstrekkelig lenger for miniatyrisering og teknologiske fremskritt. Det blir foreldet på noen måter.
Laserfotoplotteren tar tavledataene og konverterer dem til et pikselbilde, så skriver en laser dette på filmen, og den eksponerte filmen blir automatisk utviklet og losset for operatøren.
Det endelige produktet resulterer i et plastark med et foto negativt av PCB med svart blekk. For de indre lagene av PCB representerer svart blekk de ledende kobberdelene til PCB. Den gjenværende klare delen av bildet angir områdene med ikke-ledende materiale. De ytre lagene følger det motsatte mønsteret: klart for kobber, men svart refererer til området som blir etset bort. Plotteren utvikler automatisk filmen, og filmen lagres sikkert for å forhindre uønsket kontakt.
Hvert lag med PCB og loddemaske får sitt eget klare og sorte filmark. Totalt trenger et to-lags PCB fire ark: to for lagene og to for loddemasken. Det er viktig at alle filmene må samsvare perfekt med hverandre. Når de brukes i harmoni, kartlegger de PCB-justeringen.
For å oppnå perfekt tilpasning av alle filmer, bør registreringshull stanses gjennom alle filmene. Nøyaktigheten av hullet oppstår ved å justere bordet som filmen sitter på. Når de små kalibreringene på bordet fører til en optimal match, blir hullet stanset. Hullene passer inn i registreringspinnene i neste trinn i bildebehandlingen.
Les også: Gjennom hull vs overflatemontering | Hva er forskjellen?
▲ TILBAKE ▲
Dette trinnet gjelder bare brett med mer enn to lag. Enkle tomagsbrett hopper videre til boring. Flerlagsplater krever flere trinn.
Det første trinnet er å rense kobberet.
I PCB-konstruksjon betyr renslighet noe. Kobbersidet laminat rengjøres og føres inn i et dekontaminert miljø. Husk alltid å sørge for at det ikke kommer støv på overflaten der det kan forårsake kortslutning eller åpen krets på det ferdige kretskortet.
Det rene panelet mottar et lag av en fotosensitiv film som kalles fotoresist. Skriveren bruker kraftige UV-lamper som herder fotoresisten gjennom den klare filmen for å definere kobbermønsteret.
Dette sikrer en nøyaktig samsvaring mellom fotofilmer og fotoresist.
Operatøren laster den første filmen på pinnene, deretter det belagte panelet og deretter den andre filmen. Sengen på skriveren har registreringspinner som passer til hullene i fotoverktøyene og i panelet, slik at topp- og bunnlagene er nøyaktig justert.
Film og tavle stiller opp og mottar en eksplosjon av UV-lys. Lyset passerer gjennom de klare delene av filmen og herder fotoresist på kobberet under. Det svarte blekket fra plotteren hindrer lyset i å nå områdene som ikke er ment å herde, og de er planlagt for fjerning.
Under de svarte områdene forblir motstanden uherdet. Renrommet bruker gul belysning da fotoresist er følsom for UV-lys.

Produktet dukker opp med motstand som dekker kobberområdene som er ment å være i den endelige formen. En tekniker undersøker tavlene for å sikre at det ikke oppstår feil i løpet av dette stadiet. All resisten som er tilstede på dette punktet betegner kobberet som vil dukke opp i det ferdige PCB.
Les også: PCB-design | PCB-produksjonsflytdiagram, PPT og PDF
▲ TILBAKE ▲
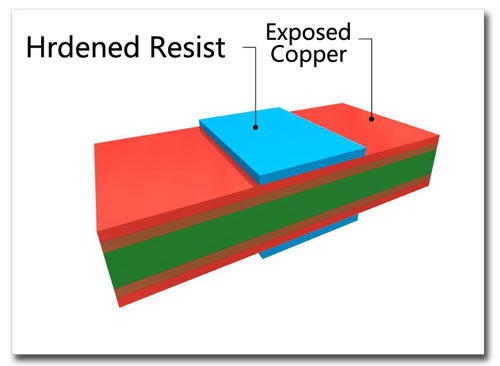
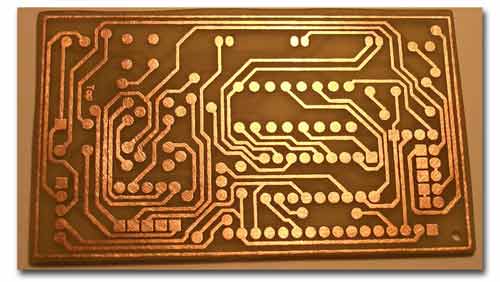
TRINN 4: Kobberetsning - Fjerning av uønsket kobber
Ved PCB-fabrikasjon er etsning en prosess for fjerning av uønsket kobber (Cu) fra kretskortet. Det uønskede kobberet er ikke annet enn kobberet som ikke er kretsløp som fjernes fra brettet. Som et resultat oppnås ønsket kretsmønster. Under denne prosessen fjernes base kobber eller start kobber fra brettet.
Den uherdede fotoresisten fjernes og den herdede resisten beskytter ønsket kobber, platen fortsetter til uønsket fjerning av kobber. Vi bruker surt etsemiddel for å vaske overflødig kobber. I mellomtiden forblir kobberet vi ønsker å beholde fullt dekket under laget med fotoresist.
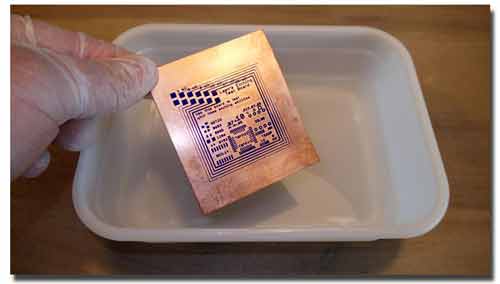
PCB-produsentene bruker vanligvis en våt etsingsprosess. Ved våt etsning blir det uønskede materialet oppløst når det nedsenkes i en kjemisk løsning.
Det er to metoder for våtetsing:
● Alkalisk etsning (ammoniakk)
Den sure metoden brukes til å etse av de indre lagene i et PCB. Denne metoden involverer kjemiske løsemidler som Ferriklorid (FeCl3) OR Kobberklorid (CuCl2).
Den alkaliske metoden brukes til å etse av de ytre lagene i et PCB. Her er kjemikaliene som brukes klorid kobber (CuCl2 slott, 2H2O) + hydroklorid (HCl) + hydrogenperoksid (H2O2) + vann (H2O) sammensetning. Den alkaliske metoden er en rask prosess og er litt dyr.
Prosessen kontrolleres nøye for å sikre at de ferdige lederbredder er nøyaktig som designet. Men designere bør være klar over at tykkere kobberfolier trenger større mellomrom mellom sporene. Operatøren sjekker nøye at alt uønsket kobber er etset bort
Når det uønskede kobberet er fjernet, behandles brettet for stripping der tinn eller tinn / magert eller fotoresist fjernes fra brettet.
Nå fjernes uønsket kobber ved hjelp av en kjemisk løsning. Denne løsningen vil fjerne ekstra kobber uten å skade den herdede fotoresist.
Les også: Hvordan resirkulere et kretskort? | Ting du bør vite
▲ TILBAKE ▲
TRINN 5: Lagjustering - Laminering av lagene sammen
Sammen med tynne lag med kobberfolie for å dekke de ytre overflatene på topp- og undersiden av brettet, er lagpar stablet for å lage en PCB-sandwich. For å lette bindingen av lagene, vil hvert lagpar ha et ark med "prepreg" satt inn mellom dem. Prepreg er et glassfibermateriale impregnert med epoksyharpiks som vil smelte under varmen og trykket i lamineringsprosessen. Når prepreg avkjøles, vil den binde lagparene sammen.
For å produsere et flerlags PCB lamineres vekslende lag av epoksyinfusert glassfiberark kalt prepreg og ledende kjernematerialer sammen under høy temperatur og trykk ved hjelp av en hydraulisk press. Trykket og varmen får prepreg til å smelte og sammenføye lagene. Etter avkjøling følger det resulterende materialet de samme produksjonsprosessene som et dobbeltsidig PCB. Her er mer detaljer om lamineringsprosessen ved hjelp av et 4-lags PCB som et eksempel:

Å sammensette styret sammen i løpet av denne fasen krever mye oppmerksomhet på detaljer for å opprettholde riktig justering av kretsene på de forskjellige lagene. Når bunken er fullført, lamineres de sandwichede lagene, og varmen og trykket fra lamineringsprosessen smelter lagene sammen til ett kretskort.
▲ TILBAKE ▲
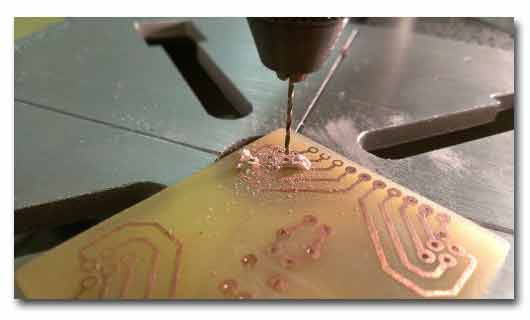
TRINN 6: Hullboring - For montering av komponentene
Vias, montering og andre hull blir boret gjennom kretskortet (vanligvis i panelstabler, avhengig av boredypen). Nøyaktighet og rene hullvegger er avgjørende, og sofistikert optikk gir dette.
For å finne plasseringen til boremålene, identifiserer en røntgenlokator de riktige punktene for boremål. Deretter kjøres riktige registreringshull for å sikre stabelen for serien med mer spesifikke hull.
Før boring plasserer teknikeren et brett av buffermateriale under boremålet for å sikre at en ren boring blir vedtatt. Utgangsmaterialet forhindrer unødvendig riving på borets utganger.
En datamaskin styrer alle mikrobevegelser i boret - det er bare naturlig at et produkt som bestemmer maskiners oppførsel, vil stole på datamaskiner. Den datamaskindrevne maskinen bruker borefilen fra den opprinnelige designen for å identifisere de riktige stedene å bore.
Når hull er boret, blir de renset ved hjelp av kjemiske og mekaniske prosesser for å fjerne harpiksutstryk og rusk forårsaket av boring. Hele den eksponerte overflaten på brettet, inkludert hullets indre, blir deretter kjemisk belagt med et tynt lag av kobber. Dette skaper en metallisk base for galvanisering av ekstra kobber i hullene og på overflaten i neste trinn.
Etter at boringen er fullført, gjennomgår det ekstra kobberet som leder kantene på produksjonspanelet fjerning med et profileringsverktøy.
▲ TILBAKE ▲
TRINN 7: Automatisk optisk inspeksjon (kun flerlags PCB)
Etter laminering er det umulig å sortere feil i indre lag. Derfor blir panelet utsatt for automatisk optisk inspeksjon før liming og laminering. Maskinen skanner lagene ved hjelp av en lasersensor og sammenligner den med den opprinnelige Gerber-filen for å liste opp avvik, hvis noen.
Etter at alle lagene er rene og klare, må de inspiseres for justering. Både det indre og det ytre laget vil bli stilt opp ved hjelp av hull som er boret tidligere. En optisk stansemaskin borer en tapp over hullene for å holde lagene på linje. Etter dette begynner inspeksjonsprosessen å sørge for at det ikke er mangler.
De vanligste hendelsene som oppstår under lagbildeprosessen som resulterer i et kort eller åpent problem er:
● Bildet eksponeres feil, og forårsaker enten en økning / reduksjon i størrelsen på funksjonene.
● Den dårlige tørre filmen motstår vedheft som kan forårsake hakk, kutt eller hull i det etsede mønsteret.
● Kobber er underetset, etterlater uønsket kobber eller forårsaker vekst i funksjonsstørrelse eller shorts.
● Kobber er overetset, fjerne nødvendige kobberfunksjoner, skape reduserte funksjonsstørrelser eller kutt.
Til slutt er AOI en viktig del av produksjonsprosessen som bidrar til å sikre nøyaktighet, kvalitet og levering av et PCB i tide.
▲ TILBAKE ▲
Oxide (kalt Black Oxide, eller Brown Oxide avhengig av prosessen), er en kjemisk behandling av indre lag av flerlags-PCB før laminering, for å øke ruheten av kledd kobber for å forbedre laminatbindingsstyrken. Denne prosessen hjelper til med å forhindre delaminering, eller skillet mellom hvilket som helst av lagene av basismateriale eller mellom laminatet og den ledende folien, når produksjonsprosessen er fullført.
TRINN 9: Ytterlagetsing og sluttstriping
Fotoresist stripping
Når panelet er belagt, blir fotomotstanden uønsket og må fjernes fra panelet. Dette gjøres i en horisontal prosess inneholder en ren alkalisk løsning som effektivt fjerner fotoresistansen, og etterlater basiskobberet av panelet eksponert for fjerning i den følgende etseprosessen.
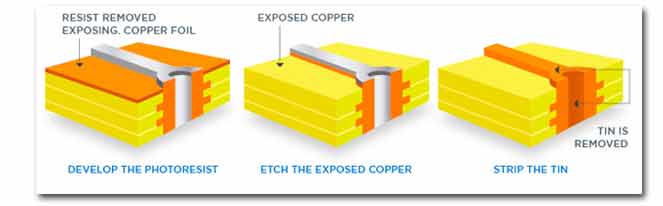
Tinnet beskytter det ideelle kobber midt i dette stadiet. Det uønskede eksponerte kobber og kobber under resten av resist-laget opplever fjerning. I denne etsingen, vi bruker ammoniakk-etsemiddel for å etse av det uønskede kobberet. I mellomtiden sikrer tinn det nødvendige kobberet i løpet av dette stadiet.
Ledende regioner og forbindelser blir legitimt avgjort på dette stadiet.
Tinn stripping
Etter etsingsprosess dekkes kobberet på PCB av etsemotstanden, dvs. tinnet, som ikke lenger er nødvendig. Derfor, vi fjerner den før vi fortsetter videre. Du kan bruke konsentrert salpetersyre for å fjerne tinnet. Salpetersyre er veldig effektivt når det gjelder å fjerne tinn, og skader ikke kobberkretssporene under tinnmetallet. Dermed har du nå en tydelig tydelig oversikt over kobber på PCB.
Når pletteringen er fullført på panelet, motstår den tørre filmen det som er igjen, og kobberet som ligger under må fjernes. Panelet vil nå gå gjennom strip-etch-strip (SES) prosessen. Panelet er strippet for motstanden og kobberet som nå er utsatt og ikke dekket av tinn, blir etset vekk slik at bare sporene og putene rundt hullene og andre kobbermønstre blir igjen. Den tørre filmen fjernes fra tinnbelagte paneler og det eksponerte kobberet (ikke beskyttet av tinn) blir etset bort og etterlater det ønskede kretsmønster. På dette punktet er brettens grunnleggende kretsløp fullført
▲ TILBAKE ▲
TRINN 10: Loddemaske, silketrykk og overflatebehandling
For å beskytte platen under montering påføres loddemaskematerialet ved hjelp av en UV-eksponeringsprosess som ligner på det som ble brukt med fotoresist. Denne loddemasken vil dekk til hele overflaten på brettet, bortsett fra metallputene og funksjonene som skal loddes. I tillegg til loddemasken blir komponentreferansebetegnere og andre brettmarkeringer silket på brettet. Både loddemasken og silketrykket ble herdet ved å bake kretskortet i en ovn.
Kretskortet vil også ha en overflatefinish påført på de utsatte metalloverflatene. Dette hjelper til med å beskytte det eksponerte metallet, og hjelper til med loddeoperasjonen under montering. Et eksempel på overflatebehandling er varmluft lodding nivellering (HASL). Brettet er først belagt med fluss for å forberede det for loddetinnet, og dyppes deretter i et bad med smeltet lodde. Når brettet fjernes fra loddebadet, en høytrykkssprengning av varm luft fjerner overflødig loddetinn fra hullene og glatter loddet på overflatemetallet.
Loddemaskeapplikasjonen
En loddemaske påføres begge sider av brettet, men før det er panelene dekket med en epoxy loddemask blekk. Platene mottar et UV-lysglimt som går gjennom en loddemaske. De tildekkede delene forblir uherdede og vil bli fjernet.
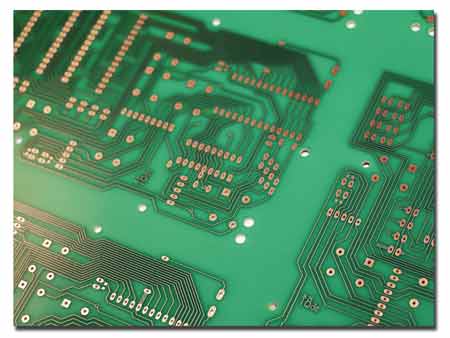
Green ble valgt som standard loddemaskefarge fordi den ikke tøyer øynene. Før maskiner kunne inspisere PCB under produksjons- og monteringsprosessen, var det alt manuelle inspeksjoner. Topplampen som brukes av teknikere til å kontrollere platene, reflekterer ikke en grønn loddemaske og er best for øynene.
Nomenklaturen (silketrykk)
Silkescreening eller profilering er prosessen med å skrive ut all viktig informasjon på PCB, for eksempel produsent-ID, firmanavnens komponentnummer, feilsøkingspunkter. Dette er nyttig under service og reparasjon.

Det er også mest kunstneriske prosessen med PCB-produksjon. Det nesten fullførte kortet mottar utskrift av lesbare bokstaver, som vanligvis brukes til å identifisere komponenter, testpunkter, PCB- og PCBA-delenumre, advarselssymboler, firmalogoer, datakoder og produsentmerker.
PCB går endelig over på det siste belegg- og herdetrinnet.
Overflatebehandlingen i gull eller sølv
Kretskortet er belagt med gull eller sølv for å gi ekstra loddevne til brettet, noe som vil øke bindingen av loddet.
Påføringen av hver overflatebehandling kan variere litt i prosessen, men innebærer å dyppe panelet i et kjemisk bad for å belegge eventuelt eksponert kobber med ønsket overflate.
Den siste kjemiske prosessen som brukes til å produsere et PCB, er å påføre overflatebehandlingen. Mens loddemasken dekker det meste av kretsene, er overflatebehandlingen designet for å forhindre oksidasjon av gjenværende eksponert kobber. Dette er viktig fordi oksidert kobber kan ikke loddes. Det er mange forskjellige overflatebehandlinger som kan påføres et kretskort. Den vanligste er Hot Air Lodde Level (HASL), som tilbys som både ledet og blyfritt. Men avhengig av PCBs spesifikasjoner, applikasjon eller monteringsprosess, kan passende overflatebehandlinger omfatte Electroless Nickel Immersion Gold (ENIG), Soft Gold, Hard Gold, Immersion Silver, Immersion Tin, Organic Solderability Preservative (OSP) og andre.
PCB er deretter belagt med en gull, sølv eller blyfri HASL eller varmluft loddeplan. Dette gjøres slik at komponentene kan loddes på putene som er laget og for å beskytte kobberet.
▲ TILBAKE ▲
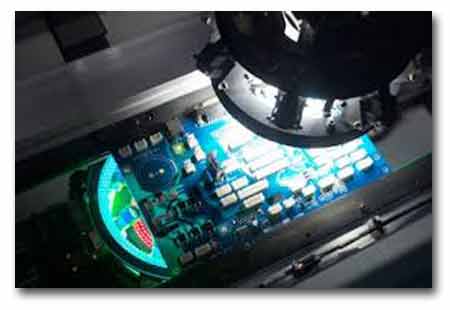
TRINN 12: Elektrisk test - Testing av flyvesonder
Som en siste forholdsregel for deteksjon, vil tavlen testes av teknikeren for funksjonalitet. På dette tidspunktet bruker de den automatiserte prosedyren for å bekrefte funksjonaliteten til PCB og dens samsvar med den opprinnelige designen.
Vanligvis kalles en avansert versjon av elektrisk testing Test av flygende sonde som avhenger av bevegelige sonder for å teste den elektriske ytelsen til hvert nett på et blott kretskort, vil bli brukt i den elektriske testen.
Eventuelle shorts eller åpninger vil bli identifisert, slik at operatøren enten kan reparere eller forkaste kretskortet som defekt. Avhengig av kompleksiteten i designet og antall testpunkter, kan en elektrisk test ta alt fra noen få sekunder til flere timer å fullføre.
Avhengig av forskjellige faktorer som kompleksitet i design, lagantall og komponentrisikofaktor, velger noen kunder å avstå fra elektrisk testing for å spare tid og kostnader. Dette kan være greit for enkle dobbeltsidige PCB-er der ikke mange ting kan gå galt, men vi anbefaler alltid elektriske tester på flerlagsdesign uavhengig av kompleksitet. (Tips: Å gi produsenten en "netliste" i tillegg til designfilene og fabrikasjonsnotatene er en måte å forhindre at uventede feil oppstår.)
▲ TILBAKE ▲
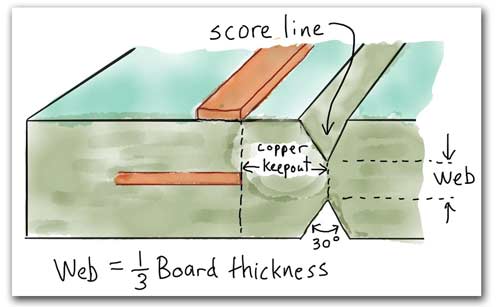
TRINN 13: Fabrikasjon - Profilering og V-Scoring
Når et PCB-panel har fullført elektrisk testing, er de enkelte kortene klare til å skilles fra panelet. Denne prosessen utføres av en CNC-maskin, eller Router, som fører hvert brett ut av panelet til ønsket form og størrelse. Routerbitene som vanligvis brukes, er 0.030 - 0.093 i størrelse, og for å øke hastigheten på prosessen kan flere paneler stables to eller tre høye, avhengig av den totale tykkelsen på hver. I løpet av denne prosessen er CNC-maskinen i stand til å produsere spor, avfasninger og skråkantede kanter ved hjelp av en rekke forskjellige rutebitstørrelser.
Ruteprosessen er en freseprosess der en fresebit brukes til å kutte profilen til ønsket kortkontur. Panelene er “festet og stablet”Som tidligere gjort under“ Drill ”-prosessen. Den vanlige stakken er 1 til 4 paneler.
For å profilere PCB-ene og kutte dem ut av produksjonspanelet, trenger vi kutting, som er å kutte forskjellige brett fra det originale panelet. Metoden benyttes enten ved å bruke en ruter eller en v-rille. En ruter etterlater små tapper langs brettet, mens v-rillen skjærer diagonale kanaler langs begge sider av brettet. Begge veiene tillater at brettene enkelt spretter ut fra panelet.
I stedet for å dirigere enkelte små kort, kan PCBene rutes som matriser som inneholder flere kort med faner eller risselinjer. Dette muliggjør enklere montering av flere brett samtidig, mens montøren kan bryte fra hverandre de to brettene når monteringen er fullført.
Til slutt vil platene bli kontrollert for renslighet, skarpe kanter, grader osv., Og rengjøres etter behov.
TRINN 14: Mikroseksjonering - Det ekstra trinnet
Mikroseksjonering (også kjent som et tverrsnitt) er et valgfritt trinn i PCB-produksjonsprosessen, men er et verdifullt verktøy som brukes til å validere den interne konstruksjonen av et PCB for både verifiserings- og feilanalyseformål. For å lage et eksemplar for mikroskopisk undersøkelse av materialet, skjæres et tverrsnitt av PCB og plasseres i et mykt akryl som stivner rundt det i form av en hockeyspuck. Seksjonen blir deretter polert og sett under et mikroskop. En detaljert inspeksjon kan gjøres ved å sjekke mange detaljer som platingtykkelser, borekvalitet og kvalitet på interne sammenkoblinger.

TRINN 15: Sluttkontroll - PCB-kvalitetskontroll
I siste trinn i prosessen bør inspektørene gi hvert PCB en siste nøye kontroll. Visuell kontroll av PCB mot akseptkriterier. Bruk av manuell visuell inspeksjon og AVI - sammenligner PCB med Gerber og har raskere kontrollhastighet enn menneskelige øyne, men krever fortsatt menneskelig verifisering. Alle bestillinger er også underlagt en full inspeksjon inkludert dimensjon, loddbarhet, etc. for å sikre at produktet oppfyller våre kunders standarder, og før pakking og forsendelse utføres en 100% kvalitetsrevisjon ombord.

● IPC-A-600 - Akseptabilitet for trykte tavler, som definerer en bransjekvalitetsstandard for aksept av PCB.
● IPC-6012 - Kvalifisering og ytelsesspesifikasjon for stive brett, som etablerer typer stive brett og beskriver kravene som skal oppfylles under fabrikasjon for tre ytelsesklasser av brett - klasse 1, 2 og 3.
En PCB av klasse 1 vil ha en begrenset levetid, og der kravet ganske enkelt er funksjonen til sluttbruksproduktet (f.eks. Garasjeportåpner).
En klasse 2 PCB vil være en der fortsatt ytelse, utvidet levetid og uavbrutt service er ønsket, men ikke kritisk (f.eks. Et PC-hovedkort).
En klasse 3 PCB vil inkludere sluttbruk der fortsatt høy ytelse eller ytelse på forespørsel er kritisk, feil ikke kan tolereres, og produktet må fungere når det er nødvendig (f.eks. Flykontroll eller forsvarssystemer).
▲ TILBAKE ▲
TRINN 16: Emballasje - Serverer det du trenger
Tavler pakkes inn med materialer som oppfyller standardemballasjekravene og bokses deretter før de sendes med ønsket transportmåte.
Og som du kanskje gjetter, jo høyere klasse, jo dyrere PCB. Generelt oppnås forskjellen mellom klassene ved å kreve strammere toleranser og kontroller som resulterer i et mer pålitelig produkt.
Uansett hvilken klasse som er spesifisert, blir hullstørrelser sjekket med stiftmålere, loddemasken og legenden blir visuelt undersøkt for helhetlig utseende, loddemasken blir sjekket for å se om det er noe inngrep i putene, og kvaliteten og dekning av overflaten finish blir undersøkt.
Retningslinjer for IPC-inspeksjon og hvordan de forholder seg til PCB-design er veldig viktig for PCB-designere å bli kjent med, bestillings- og produksjonsprosessen er også viktig.
Ikke alle PCB er skapt like, og forståelse av disse retningslinjene vil bidra til at det produserte produktet oppfyller dine forventninger til både estetikk og ytelse.
Hvis du er TRENGER DU HJELP med PCB-design eller har spørsmål om Fremstillingstrinn for PCB, ikke nøl med å del med FMUSER, Vi LYTTER ALLTID!

Deling er omsorg!
▲ TILBAKE ▲
